Your Crane Works Hardest at 2 PM.
Your Sensor Goes to Sleep at 9 AM.
The fault doesn't wait for your monitoring window. Neither should your monitoring.
Read Time: 8–9 minutes | Author – Kalyan Meduri
The Short Version
A battery-sampled PdM sensor wakes a few times a day. Your EOT crane’s main hoist motor runs 300–400 lift cycles a shift. Those two schedules do not overlap – and the mismatch is where the failures hide.
At a leading steel manufacturing plant, a main hoist motor bearing spent 90 days building toward seizure. Vibration rose from 35 to 190 (m/s²)². Every inspection cleared it. The crane kept lifting. The signal was there the entire time – just not in any window any sensor was open to read it.
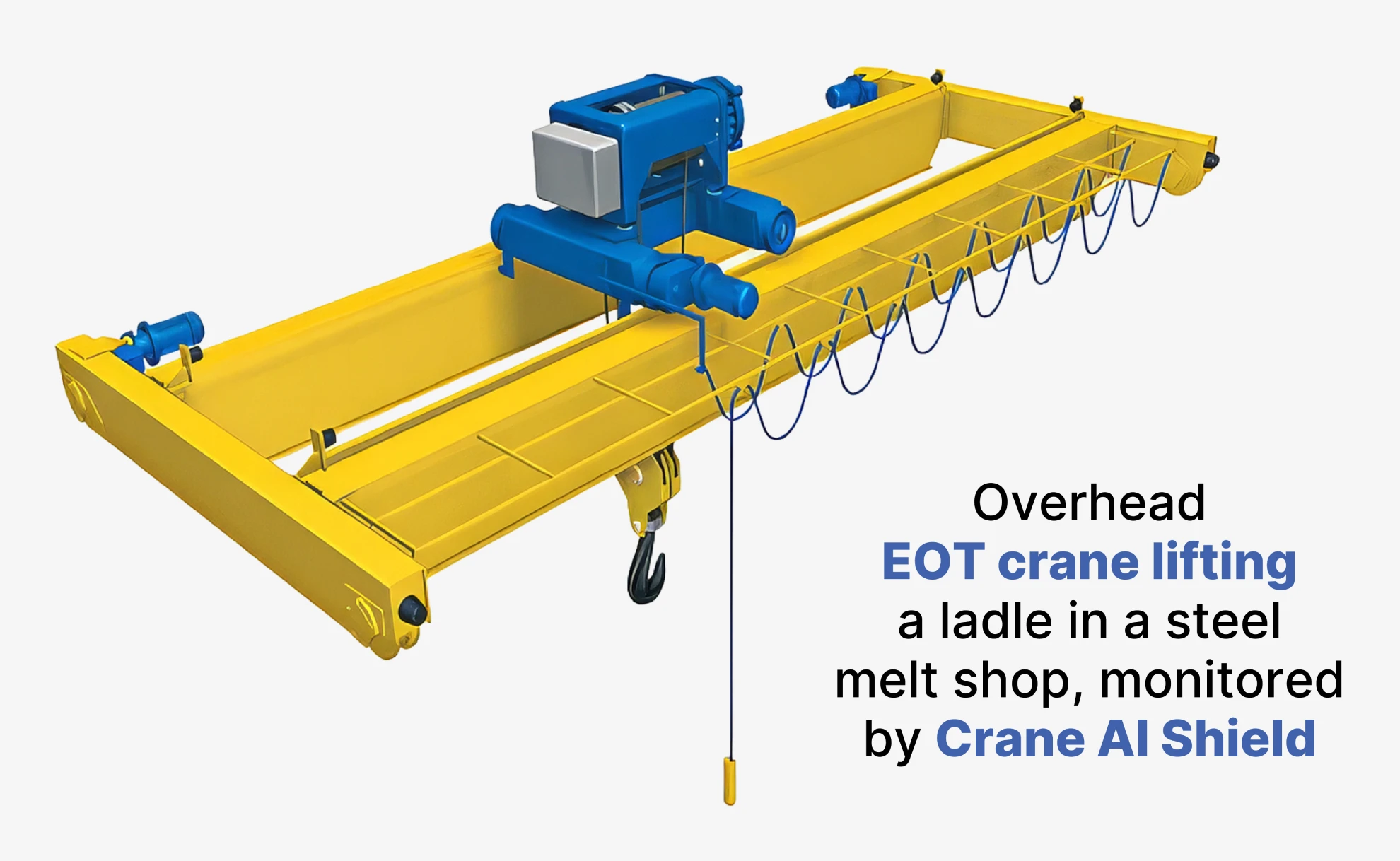
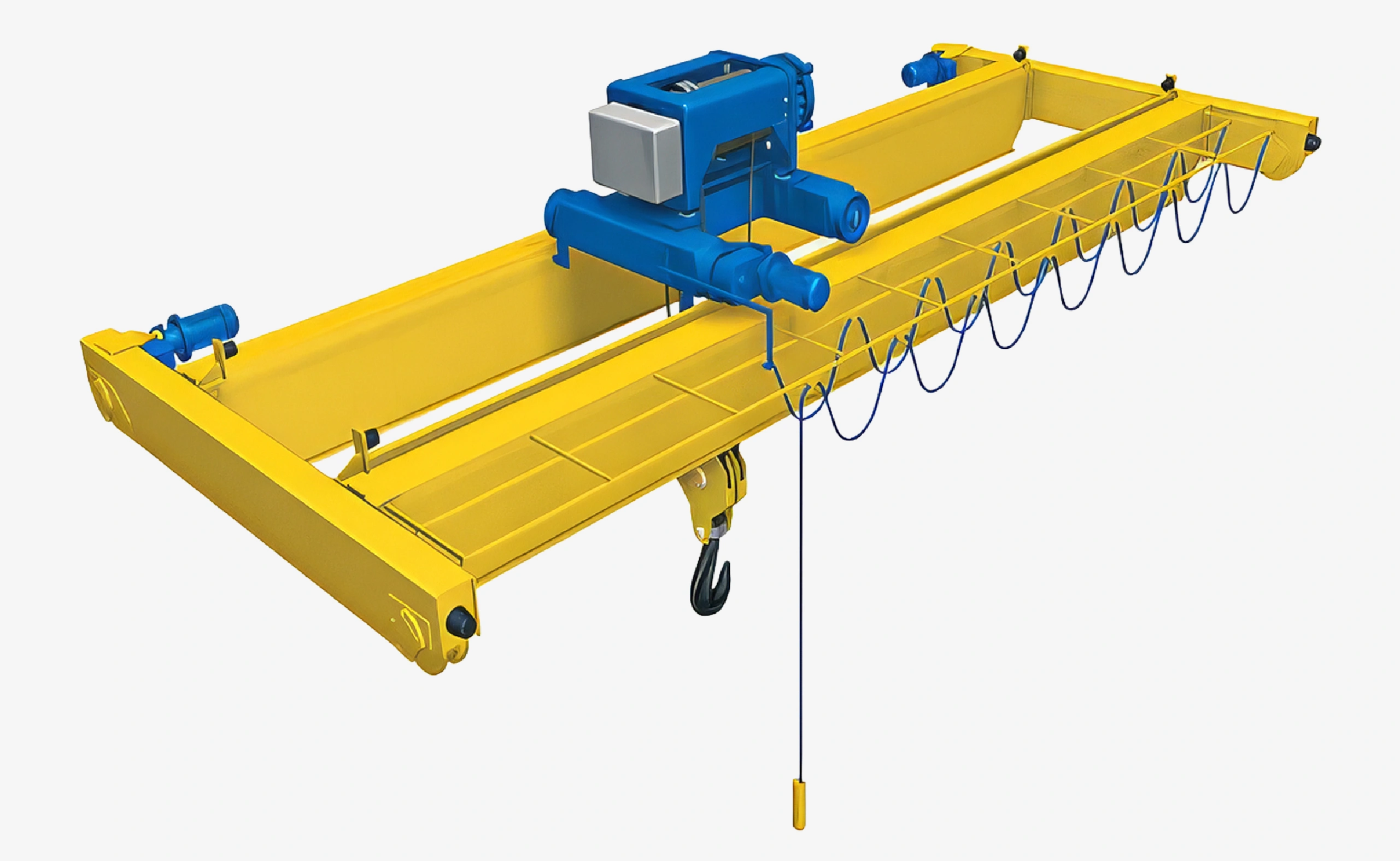
Crane AI Shield watches at the right moment – RPM-gated, always-on, and built to survive the foundry floor – then hands your operator a prescription, not another alert to chase.
The Sensor That Sleeps Through the Shift
You are the reliability manager. Your EOT crane’s main hoist has been cleared on every round – brakes, wire rope, hooks, limit switches, gearbox oil. The operator reports nothing. The crane lifts.
But lift cycles are not inspections. A single melt-shop EOT crane runs 300–400 of them a shift. Each one loads the main hoist motor’s drive-end bearing – shock of the pick, reversal of the lower, dead-weight hang of the hold. The bearing accumulates every cycle. The inspection schedule does not.
Now consider what your battery-sampled PdM sensor is doing during those 400 cycles. It woke at 9 AM, sampled for a few seconds, and went back to sleep. It will wake again at 3 PM, at 9 PM, at 3 AM. Four windows in 24 hours. Roughly one observation per 100 lift cycles.
The fault that will stop your bay does not announce itself in those four windows. It announces itself under load, at stable speed, mid-lift – exactly when the bearing stress is highest and the signal is clearest. The sensor is asleep.
but no sensor reading
sensor asleep
One 24-hour shift · EOT crane main hoist
The sensor samples 4x a day. The fault doesn't wait.
Ninety Days. No Symptom. No Alarm. A Rising Signal Nobody Read.
At a leading steel manufacturing plant melt shop, a charging EOT crane ran its main hoist through a full quarter of production without a single maintenance flag. The crane passed every check. The operator reported nothing unusual. By any measure available to the maintenance team, the crane was healthy.
PlantOS™ Crane AI Shield saw something different.
From late September 2025, the drive-end bearing’s total acceleration held at a baseline of around 35 (m/s²)². Through October and November – two full months – the trend rose steadily. No operational symptom. No trip. No alarm. Just a number climbing, cycle by cycle, invisible to everything except a system that was watching every cycle continuously.
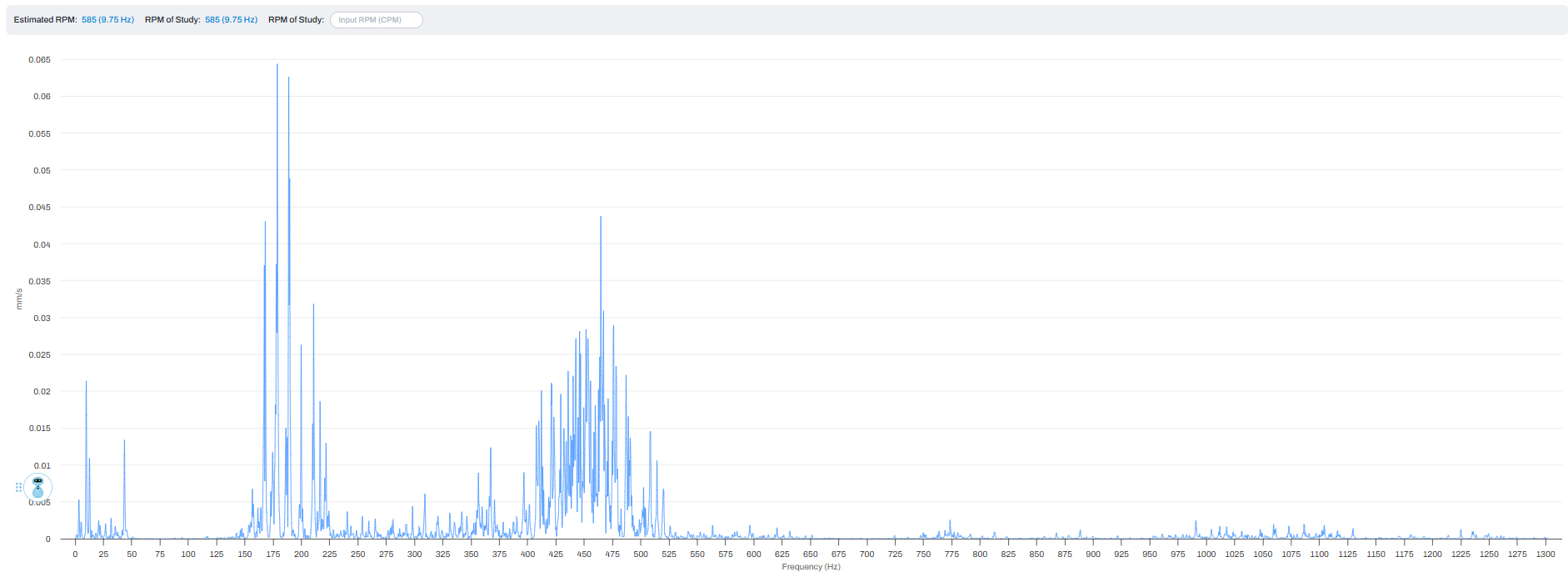
By 28 December, the spectrum confirmed what the trend had been saying for weeks: 46.66 Hz harmonics, impact peaks near 8G. On 29 December, total acceleration peaked at 190 (m/s²)² – more than five times baseline. Crane AI Shield issued the prescription: bearing looseness, drive-end and non-drive-end, lubrication required.
On 3 February 2026, the re-lubrication was completed during a planned maintenance window – one stop, scheduled, without touching a single production shift. Horizontal vibration velocity collapsed from 10.45 mm/s to 0.30 mm/s – a 97% reduction confirmed by post-repair monitoring. The crane went back to work.
— no operational symptom
before prescription issued
10.45 → 0.30 mm/s
It's Not About More Data. It's About Data at the Right Moment.
The bearing had a signal for 90 days. That is not a detection failure – it is a timing failure. A battery-sampled sensor waking four times a day would have seen that trend if it was awake when the load was on. It was not.
This is the structural problem with applying standard PdM to a crane. Three gaps open up the moment you put a time-sampled sensor on a duty-cycle asset:
It wakes on a clock, not on a load: Faults reveal themselves under stress, not at rest. A sensor that samples on a schedule samples the wrong moments.
It goes quiet under load: Many systems stop recording when the asset draws peak current – which is precisely when the fault signature in the bearing is strongest.
It dies before it can warn you: Sealed battery units degrade under foundry heat, dust, and the vibration of the floor. The sensor that failed last Tuesday was not monitoring your bearing before it happened.
The answer is not more frequent sampling. It is fundamentally different timing. Crane AI Shield captures vibration only when the motor is inside a stable RPM band – under load, not on a clock. The spectrum is clean because the accel/decel noise is not in it. The fault signature is clear because the data is taken at the exact moment the fault is loudest.
Why One Signal is Never Enough
The bearing did not announce itself on a single chart. The acceleration trend was rising – but acceleration alone could mean many things. What confirmed the diagnosis was the agreement between multiple signal streams: 46.66 Hz harmonic content in the FFT spectrum, impact peaks in the shockwave, RPM tracking confirming the frequency was load-correlated.
Crane AI Shield continuously reads and cross-correlates gear-mesh frequencies, sidebands, time waveform, shockwave and envelope, PSD, RPM, temperature, and velocity. Confidence builds only as the evidence agrees – validated by a certified analyst before anything reaches your floor. A single rising number is a prompt. Eight signals agreeing is a prescription.

From Detection to Closed Loop - Without a Crisis in Between
The difference between the above instance’s outcome and a bay stoppage was not luck. It was the loop:
Contextualize: Every crane is ranked by fault progression in real time. The melt-shop EOT crane moved up the list as its bearing trended.
Predict & Prescribe: PlantOS™ did not say ‘check bearing.’ It said: looseness confirmed at DE and NDE, re-lubrication required, urgency level and timing window specified.
Validate: Maintenance completed the re-lube during a planned window. Post-repair monitoring confirmed the 97% vibration reduction.
Loop Closed: The confirmed outcome feeds back into the model. The next prescription is sharper than the last.
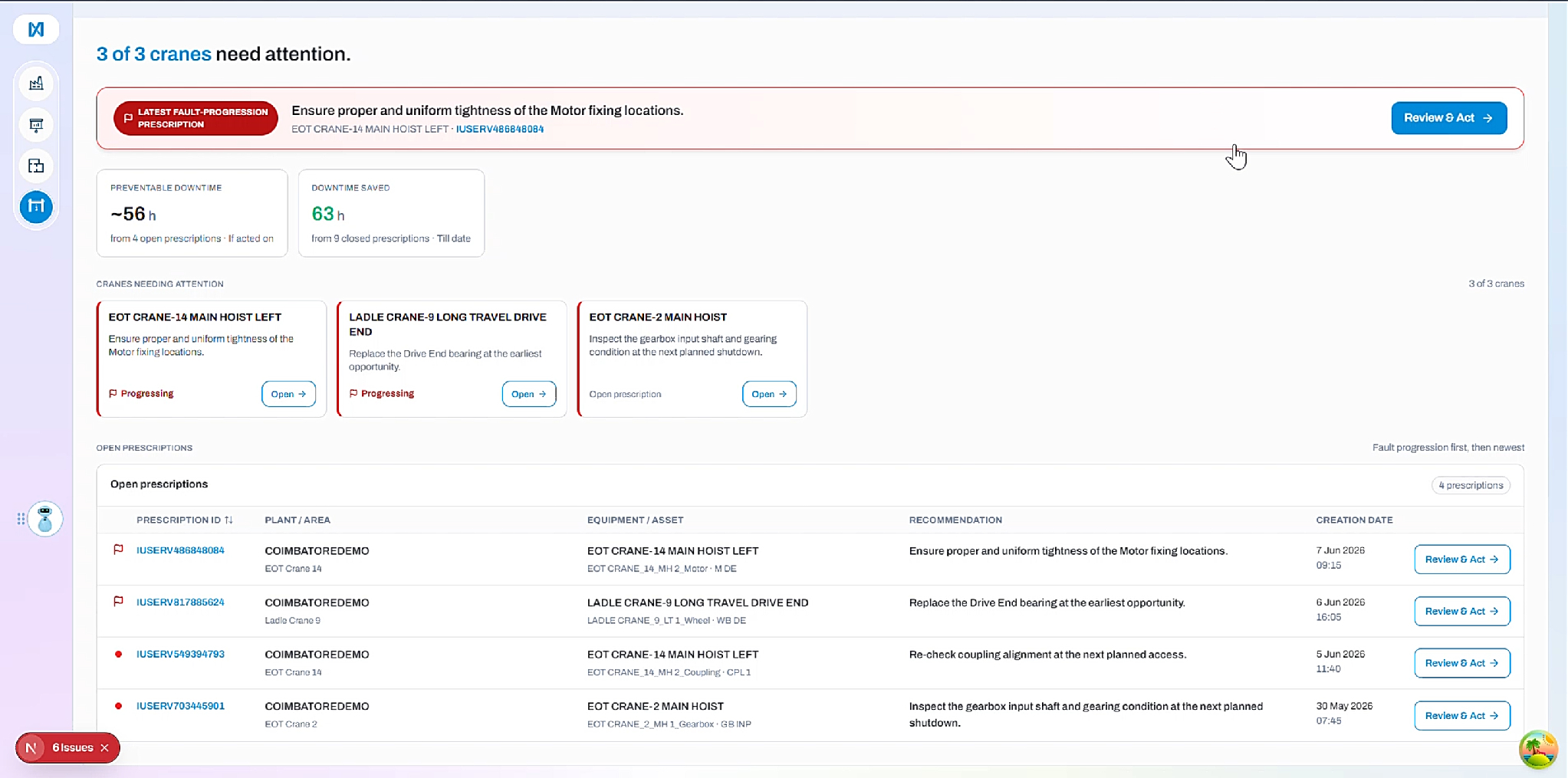
The 99% Trust Loop UI – Contextualize → Predict & Prescribe → Validate → Loop closed.
No emergency stop. No crisis room. No call in the dark. The crane’s highest-consequence failure mode – a main hoist bearing seizure with a suspended load – became a scheduled re-lube on a Tuesday morning.
Built to Survive Where the Signal Matters Most
Getting the timing right means nothing if the hardware cannot survive long enough to take the reading. The foundry floor is not a controlled environment. The ambient temperature around a melt-shop EOT crane runs hot enough to destroy standard battery-enclosures. The dust is conductive. The vibration is constant.
Crane AI Shield runs on IP68 SS316 sensors with 180°C-rated cabling – stud or bracket mounted, no adhesive, no batteries. The same sensor that read the bearing through 90 days of rising acceleration was on the motor the entire time: through the heat of every ladle, the shock of every lift, the electromagnetic interference of the furnace bay.
The sensor did not degrade. The reading did not drop out. The trend was continuous because the hardware was continuous.
The Bottom Line
Your EOT crane works hardest between inspections. The bearing that is building toward seizure right now is not making a sound your team can hear – but it is producing a signal that Crane AI Shield is designed to read, at the exact moment it is most readable, continuously, without a sampling gap between it and the next alarm.
Above crane ran 90 days with a rising signal. One planned stop. One re-lube. No bay stoppage. No emergency call.
That is what monitoring at the right moment looks like.
If your sensor is sampling on a clock, it is not watching your crane. It is watching the clock.
Frequently Asked Questions
Standard battery PdM sensors fail cranes in three specific ways: they sample vibration only a few times per day, missing faults that develop between snapshots; they stop recording when the crane is under load — exactly when fault signatures are strongest; and their battery enclosures degrade rapidly under foundry heat, dust, and vibration. Crane AI Shield eliminates all three: RPM-gated FFT fires only under stable load conditions, sensors stream RPM and temperature 24/7, and IP68 SS316 hardware with 180°C-rated cabling is designed to survive where battery units fail.
Time-sampled monitoring captures vibration on a clock schedule — not when the crane is actually working. Accel and decel noise contaminates the spectrum, making it difficult to isolate genuine fault frequencies. RPM-gated FFT triggers only when the motor is in a stable speed band under load — producing clean spectra at the exact moment fault signatures are most distinguishable. This eliminates false alarms, reduces filtering requirements, and catches faults that time-sampled systems structurally cannot detect.
Crane AI Shield monitors up to 19 failure modes across the main hoist drive train: bearing defects (BPFO/BPFI/BSF), gear-mesh faults (GMF), gear tooth wear, gear backlash, shaft misalignment, coupling faults, rotor bar cracks, unbalance, structural looseness, and more. The Comprehensive tier adds long-travel wheel bearing defects. Vibration analysis using FFT fault frequency mapping identifies bearing and gearbox degradation 2–6 weeks before catastrophic failure. The Tata Steel Colors case study: Main Hoist Motor #3 flagged 12 days before likely failure — 10 hours of unplanned downtime avoided.
Deployment follows a structured 5-day plan with only one day of crane downtime required for sensor mounting and commissioning sign-off. AI calibration to the crane’s kinematic profile — mapping gear-mesh and shaft-order frequencies — is completed within Days 2–3. The system delivers a first diagnostic typically within 30 days, with a 60-day evaluation period and 75% of payment due only on satisfaction. ROI payback is typically achieved within 6–12 months: the Standard subscription is $24K per crane per year versus $75K–$250K+ per avoided main-hoist failure — a 3–10× return on the first catch.
Yes. Start with your highest-criticality crane, validate the outcome on your specific equipment, then scale at your own pace. The Fleet Operations Center provides a unified view of 100+ cranes — every crane needing attention ranked by fault progression, with preventable downtime hours tracked live. Infinite Uptime currently operates across 845+ plants in 30+ countries. Sensor placement scales with crane size; the scope of fault coverage does not change.