
Plant Reliability Beyond Mechanical Faults How Process & Electrical Faults Drain Throughput, Energy, and Margin Before a Single Alarm Fires
Read Time: 8–9 minutes | Author – Kalyan Meduri

- Prescriptive AI for Cement Plants: From VRM Gearbox Failures to Preheater Trips to Kiln Hood Draft Instability
- Mechanical Faults in Cement Vertical Roller Mills (VRMs)
- Electrical Fault in Cement Preheater ID Fans
- Process-Induced Faults in Cement Rotary Kilns
- PlantOS™ and the 99% Trust Loop™: What COOs, CFOs, and CDOs Need to Know
Key Highlights
- Cement plants silently bleed 10–20% throughput and 5–8% additional energy when
mechanical, electrical, and process faults go undetected across VRMs, preheaters, kilns, and
fans—often weeks before a single alarm fire. - Start Cement India & several leading cement manufacturers deployed PlantOS™ and the
99% Trust Loop™ to intercept three fault events before they cascaded: VRM classifier
bearing distress, a false Preheater ID Fan sensor trip, and Kiln hood draft reversal. - At Star Cement India alone, PlantOS™ preserved 46 hours of production, recovered ≈600
tons of clinker output, and avoided 920K kCal of specific heat waste—each with a digitally
validated prescription, not a hypothesis. Delivering 10X RoI within 6 months.
PlantOS™ Outcomes Footprint — As of 17 March 2026; Digitally verifiable live on PlantOS™ Digital Reporting System
9 industrial verticals globally
globally (all verticals)
digitalized
downtime eliminated
vs 18–24 months industry average
Prescriptive AI for Cement Plants: From VRM Gearbox Failures to Preheater Trips to Kiln Hood Draft Instability
For a mid-size cement plant, a single unplanned outage costs $20,000–$300,000+ per day in lost production.
Across a year, that compounds to $2–5 million in preventable losses—most of it traceable to faults that were
detectable weeks or months before any alarm fired. VRM gearbox failures alone carry $500K–1.2M in repair
costs and 3–6-week lead times. A preheater ID fan trip can cascade to 245 TPH of kiln feed loss in minutes.
Restart energy penalties add $3,000–8,000 per incident.
This document walks through three distinct fault families—mechanical, electrical, and process—through the lens
of Star Cement India and leading cement manufacturers globally, showing precisely how PlantOS™ intercepted
each fault before it hit the P&L, and what the verified operational outcome was.

Mechanical Faults in Cement Vertical Roller Mills (VRMs)01
Common mechanical fault modes:
- Bearing lubrication deficiency: Dry NDE/DE bearings spike broadband acceleration.
- Misalignment: Motor-gearbox coupling gaps drive velocity peaks.
- Roller/table wear: kHz-range impacts from spalling under load.
- Gearbox degradation: Planetary wear generating characteristic BPFO harmonics.
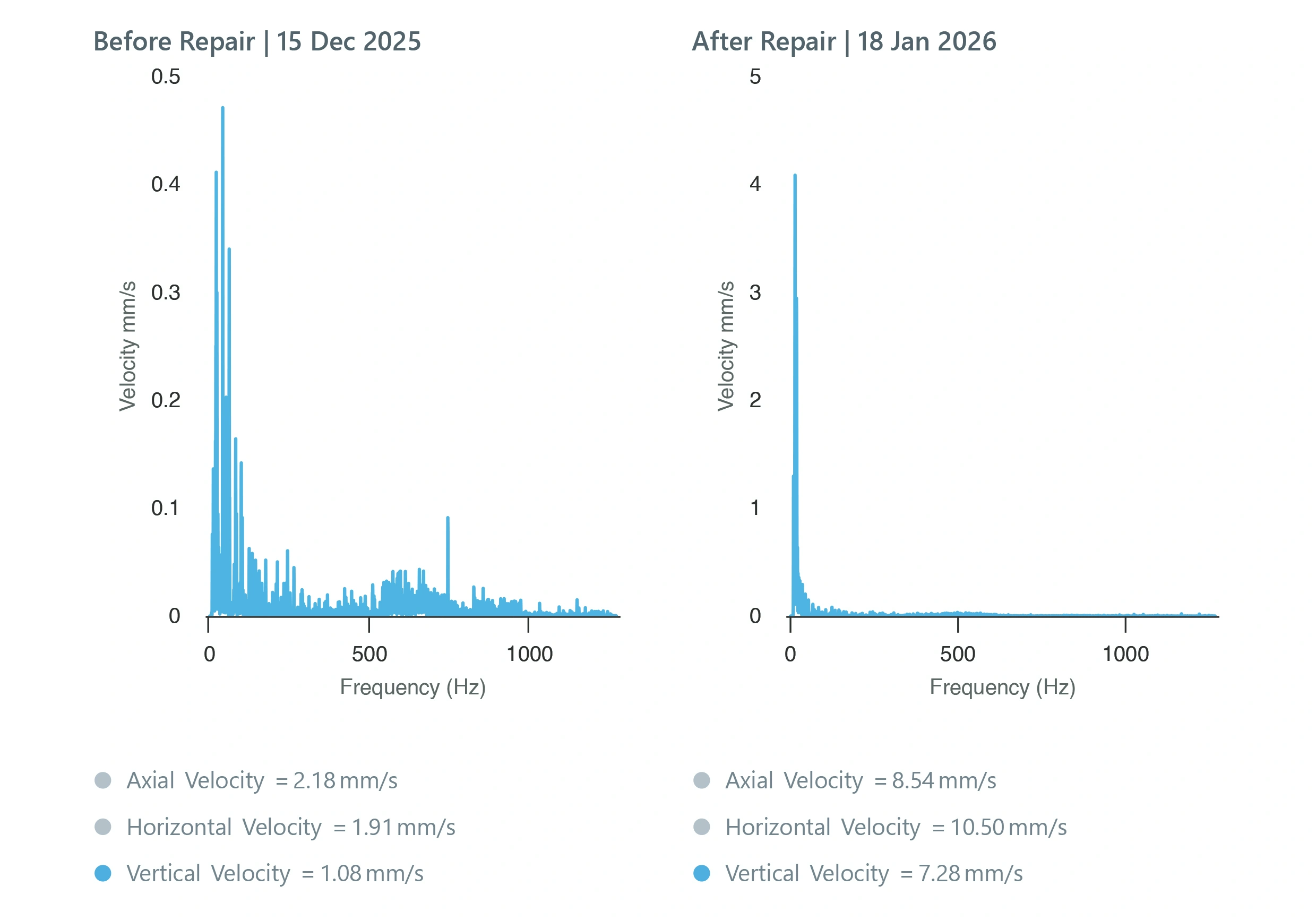
Live Incident: Classifier Motor Bearing Distress
Verified actions and outcome:
- Re-lubricated NDE and DE bearings Grease matched to bearing designation (SKF 6312).
- Scheduled maintenance: Weekly greasing and alignment checks; velocity trending established as baseline.
- Post-repair results: Axial velocity stabilized at 8.54 mm/s; horizontal 10.50 mm/s; vertical 7.28 mm/s—all within operational norms.
Electrical Fault in Cement Preheater ID Fans02
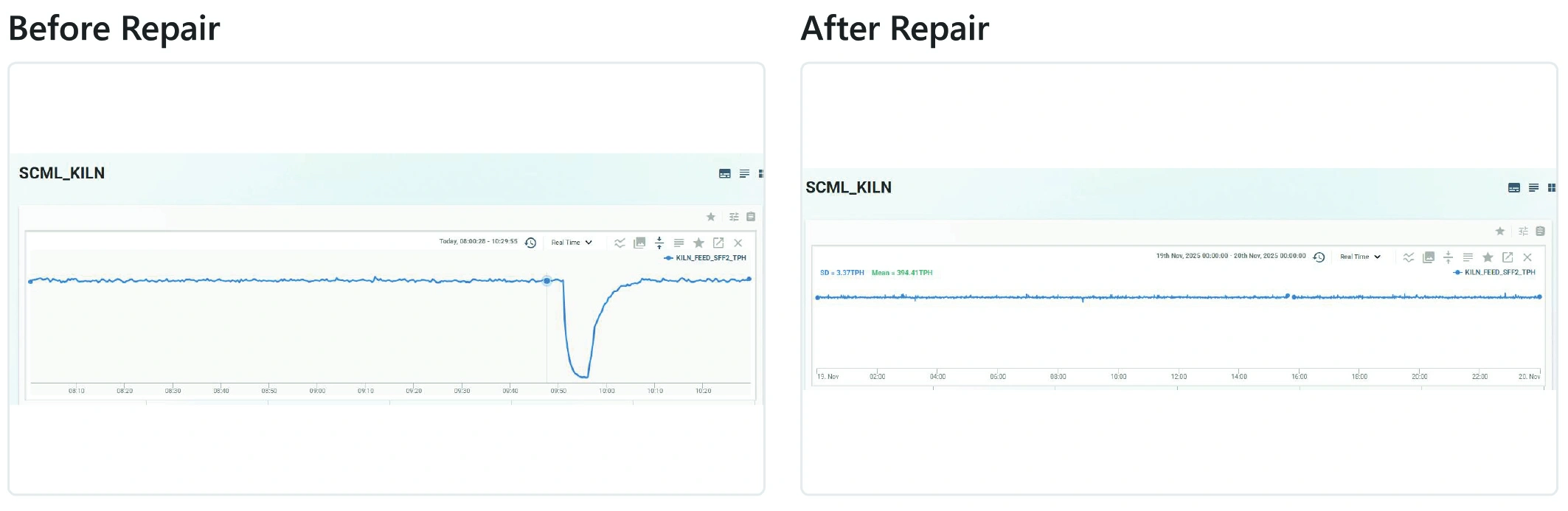
Live Incident: False Temperature Trip, Real Production Loss
- Cyclone cone pressure on PH string 2 collapsed from -219 mmWG to -30 mmWG—gases could no longer transport raw meal.
- Kiln feed crashed from 395 TPH to 150 TPH; main drive power fell from 390 kW to 70 kW.
- Net shortfall: 245 TPH—hours of clinker output gone.
Verified actions and outcome:
- Replaced the terminal block; tested continuity end-to-end with a multi-meter.
- Updated PLC logic: faulty sensor signals now surface as “NA/0 + alarm” without triggering auto-trip on non-HT fans.
- Implemented quarterly RTD calibration on critical HT ID fans as standard protocol.
- Post-fix monitoring over 24–48 hours confirmed: draft restored to -219 mmWG, temperature stabilized at ~51°C, kiln feed held at 395 TPH.
Process-Induced Faults in Cement Rotary Kilns 03
Common process fault modes:
- Feed/moisture imbalance overloading rollers and spiking bearing temps.
- Shell overheat (>350°C) from refractory gaps or flame impingement.
- Coating build-up at kiln inlet and down-comers restricting airflow.
- Fan/damper faults causing positive hood draft and reversed gas flow.
- Calciner instability from coal firing fluctuations driven by draft swings.
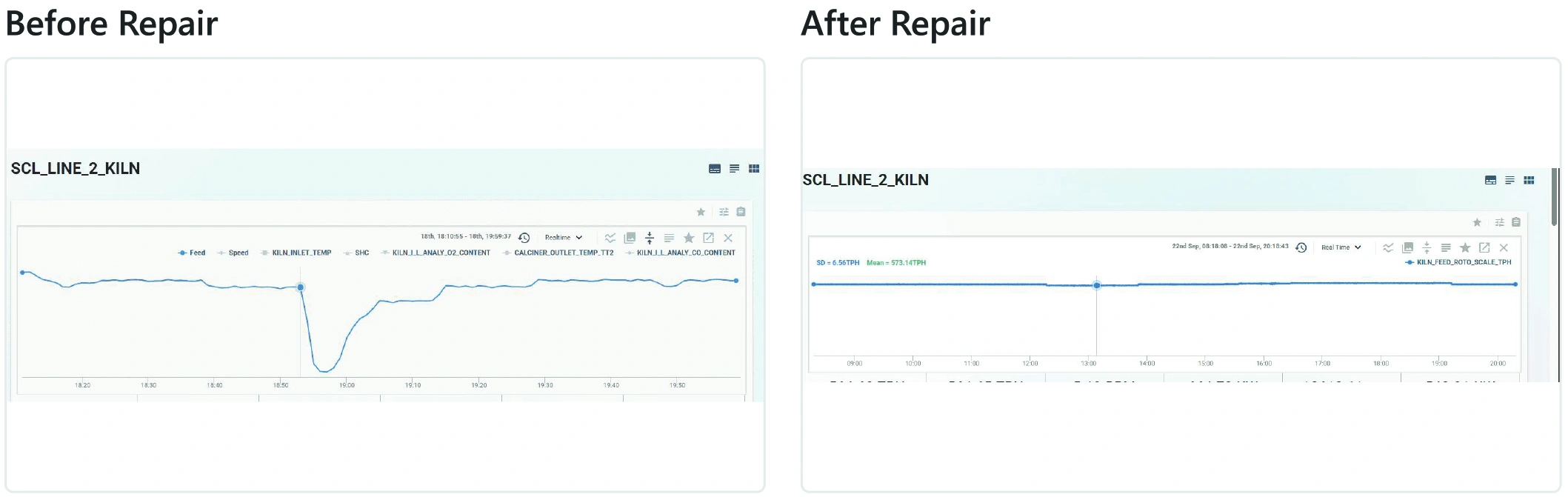
Live Incident: Kiln Hood Draft Reversal
- Calciner disruption: coal firing fluctuated; outlet and inlet temperatures destabilized.
- RABH (Raw Meal Auxiliary Bag House) inlet draft blocked, compounding airflow restriction.
- Sustained shortfall: 60–70 TPH for multiple hours; full stoppage risk active.
Verified actions and outcome:
- Installed blasters at TA Duct take-off to clear material accumulation.
- Added two new pressure transmitters at kiln hood for continuous draft monitoring.
- Established threshold: maintain hood draft <–3 mmWC; quarterly transmitter calibration.
- Post-fix: draft stabilized negative; feed restored to 560+ TPH; pre-fix pressure spikes absent in subsequent monitoring.
Kiln Hood Draft (mmWC): Before & After Intervention
PlantOS™ and the 99% Trust Loop™: What COOs, CFOs, and CDOs Need to Know
| COO | Guaranteed plant uptime and capex discipline. Surprise trips become a managed exception, not a recurring cost. TPH targets are protected by prescriptions, not prayers. |
| CFO | 6–12 month payback vs. the 18–24 month industry norm. Star Cement India reached 10x ROI in under six months. Every prescription carries a financial outcome that is tracked and reported—not estimated after the fact. |
| CDO | Digitally verifiable AI outcomes—not black-box predictions. The 99% Trust Loop™ closes prediction-to-action-to-validation in one platform, integrating with PLC, DCS, SCADA, historian, SAP, and MES. 99.97% prediction accuracy. 99%+ prescription adoption rate. Outcomes the board can audit. |
Powered by the 99% Trust Loop™, every alert delivers three verifiable outcomes in a single prescription:
Reliability (zero surprise trips), Throughput (stable TPH, more clinker), and Efficiency (lower SHC, kWh/ton).
Fault chaos → predictable production wins.
Frequently Asked Questions
See the outcomes for yourself.
Read the world’s most user-validated prescriptive AI case studies—including Star Cement’s 10x ROI in under six months—to explore how 137 cement plants drive Reliability, Throughput, and Efficiency in 1 prescription, with 0 guesswork.